


 電容器薄膜水蜜桃一区二区三区
電容器薄膜水蜜桃一区二区三区 電容膜水蜜桃一区二区三区
電容膜水蜜桃一区二区三区 新能源超薄膜水蜜桃一区二区三区
新能源超薄膜水蜜桃一区二区三区 pet薄膜水蜜桃一区二区三区
pet薄膜水蜜桃一区二区三区 離型膜水蜜桃一区二区三区
離型膜水蜜桃一区二区三区 塑料薄膜水蜜桃一区二区三区
塑料薄膜水蜜桃一区二区三区服務熱線
180-5003-0233
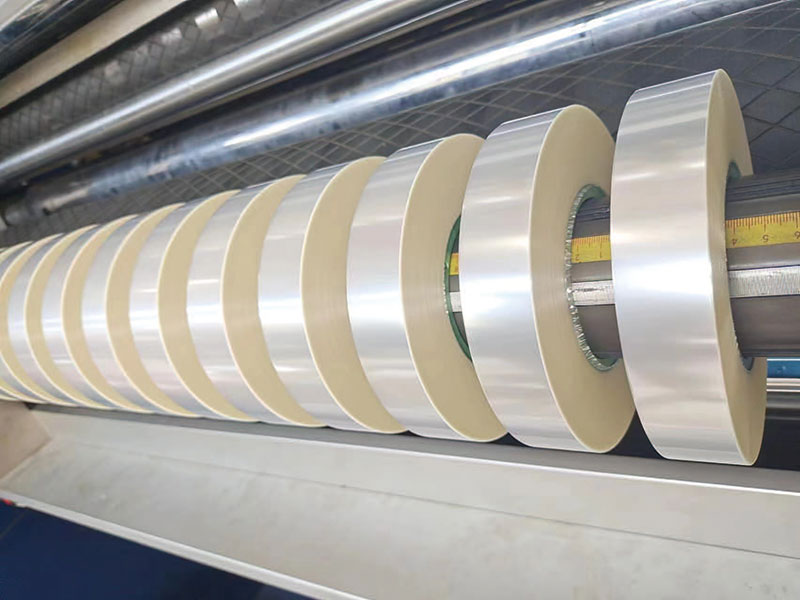
在光學、包裝、電子及新能源等行業中,PET(聚酯薄膜)憑借其優異的機械強度、耐高溫性和透明度,成為了不可或缺的基礎蜜桃APP免费观看。然而,從寬幅母卷到適用於終端客戶的小規格窄卷,這中間最關鍵的一環便是PET薄膜水蜜桃一区二区三区。
水蜜桃一区二区三区不僅僅是把寬膜切窄,更是一個集放卷、分切、卷取於一體的精密機電一體化係統。其中,分切效果、卷取質量與張力控製是決定成品率的三大核心要素。
一、高效分切:刀刃上的工藝美學
分切是PET薄膜加工的第一步,也是最直觀的質量體現。分切邊緣的整齊度、粉塵產生量直接決定了產品能否進入高端市場。
1. 分切方式的選擇
根據PET薄膜的厚度與硬度,主流分切方式分為兩種:
• 平刀分切(切紙刀/剃須刀片式):
適用於厚度較薄(通常<50μm)的PET薄膜。刀片固定在一定角度的刀槽中,薄膜在運行過程中被鋒利的刀口劃開。這種方式的優點是換刀速度快,適合多規格切換,但對刀的鋒利度和安裝角度要求極高,否則容易產生翻邊或劃痕。
• 圓刀分切(剪切式):
適用於中厚及厚膜,或者含有塗層的PET薄膜。它采用上下圓盤刀旋轉對切的方式,類似於剪刀的原理。這種方式產生的碎屑少,切口平整且不易產生拉伸變形,是高端光學膜分切的標配。
2. 除塵與靜電消除
PET在分切過程中極易因摩擦產生高伏特靜電,靜電不僅會吸附空氣中的灰塵導致晶點,還可能引發操作安全問題。因此,現代水蜜桃一区二区三区必須配備離子風棒和真空吸附除塵裝置,在分切後的第一時間清除切口粉塵並中和靜電。

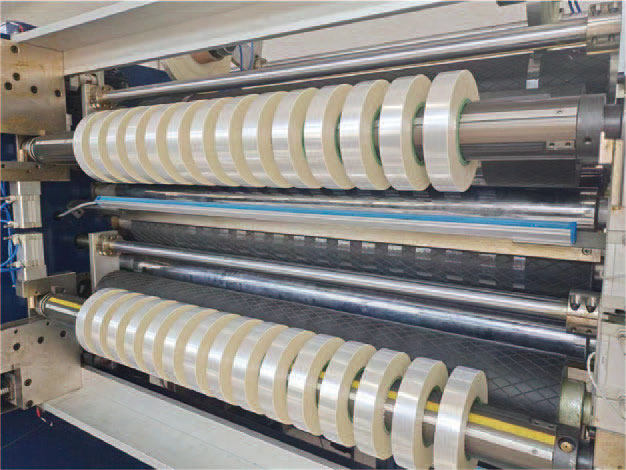
二、卷取技術:從張力到壓力的精密博弈
分切後的薄膜需要被重新卷繞成成品卷。卷取的好壞決定了薄膜在儲存和使用時是否會變形。
1. 表麵卷取 vs. 中心卷取
• 中心卷取:電機直接驅動卷繞軸旋轉。這種結構簡單,適合速度要求高的生產線,但對張力控製精度要求極高。
• 表麵卷取(接觸輥式):通過橡膠壓輥與卷芯表麵摩擦,利用摩擦力帶動薄膜卷繞。這種方式排除了空氣,卷繞出的卷芯內外硬度一致,特別適用於PET薄膜這類需要緊實卷繞的蜜桃APP免费观看,能有效避免運輸過程中的塌芯現象。
2. 壓輥壓力的錐度控製
在卷取過程中,隨著料卷直徑的增大,薄膜所受的壓力會發生變化。如果壓力不變,靠近卷芯的部分會被後續薄膜擠壓,產生“暴筋”或“菊花瓣”現象。
現代水蜜桃一区二区三区通過錐度張力控製技術,隨著卷徑增大,逐漸減小壓輥的壓力或卷取張力,確保從內到外的每一層薄膜受力均勻,收卷平整。

三、張力控製:貫穿全程的靈魂所在
如果說機械結構是水蜜桃一区二区三区的骨骼,那麽張力控製就是水蜜桃一区二区三区的大腦與神經係統。PET薄膜具有熱收縮特性和彈性模量,張力過大會導致薄膜拉伸變形(狗骨現象)甚至斷裂;張力過小則會導致收卷鬆散、邊緣不齊。
1. 三段式張力區域
一台高性能水蜜桃一区二区三区通常將張力控製分為三個獨立區域:
• 放卷張力:提供穩定的原料輸出,通常采用磁粉製動器或矢量電機控製,保持恒張力或遞減張力。
• 牽引與分切張力:這是最微妙的一段。薄膜在通過分切刀架時,需要保持緊繃且平整,但又不能因張力波動導致刀刃跳動。
• 收卷張力:如前所述,通常采用 taper(錐度)控製。例如,初始張力設定為100N,當卷徑達到一半時,自動遞減至80N,以防止內鬆外緊或內緊外鬆。
2. 傳感器與算法
為了實現上述控製,設備依賴於高精度的浮輥擺杆和超聲波/激光測徑傳感器。
• 浮輥反饋:浮輥的位置變化實時反映張力的微小波動,控製係統通過PID算法實時調整電機的扭矩,實現動態平衡。
• 加減速補償:在設備啟動或停機瞬間,慣性對張力的衝擊最大。高端控製係統會引入加減速前饋補償功能,在電機加速時自動增加輸出扭矩,抵消慣性帶來的張力鬆弛。

四、未來趨勢:智能化與自動化
隨著鋰電池離型膜、光學基膜等高端PET薄膜的需求增長,水蜜桃一区二区三区也在向更高層次進化:
1. 全自動換卷:實現不停機自動裁切、換卷和卸卷,將水蜜桃一区二区三区從“單機設備”升級為“連續流生產線”,極大提升生產效率。
2. 數字化互聯:通過工業物聯網,實時監控分切過程中的振動數據、溫度數據和電流數據,進行預測性維護,避免非計劃停機。
3. 視覺檢測係統:在線實時檢測薄膜表麵的晶點、魚眼、劃傷等缺陷,一旦發現立即標記或報警,杜絕不良品流入下一環節。
結語
PET薄膜水蜜桃一区二区三区看似簡單,實則是機械設計、蜜桃APP免费观看力學與自動控製理論的深度融合。一把刀的鋒利、一根輥的平行度、一行PID代碼的優化,最終都匯聚在那一卷平整如鏡的薄膜上。對於製造企業而言,選擇或操作一台優質的水蜜桃一区二区三区,不僅是選擇了產能,更是選擇了對產品品質的終極把控。


