

 電化鋁水蜜桃一区二区三区
電化鋁水蜜桃一区二区三区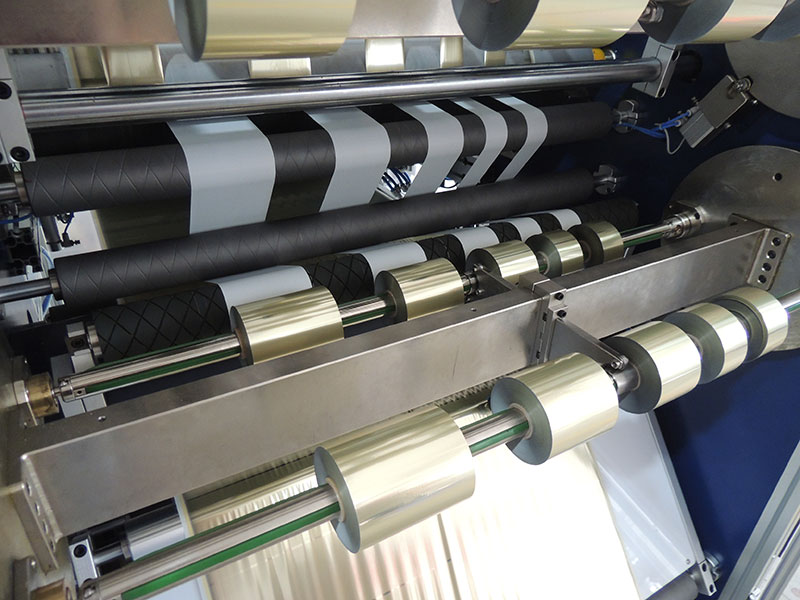 燙金紙水蜜桃一区二区三区
燙金紙水蜜桃一区二区三区 燙金膜水蜜桃一区二区三区
燙金膜水蜜桃一区二区三区 金箔水蜜桃一区二区三区 RSDS7-1350
金箔水蜜桃一区二区三区 RSDS7-1350 燙金箔水蜜桃一区二区三区
燙金箔水蜜桃一区二区三区服務熱線
180-5003-0233
很多企業選購電化鋁水蜜桃一区二区三区時,第一反應就是看“最高速度”——仿佛數字越大,設備就越先進。但實際生產中,真正讓你頭疼的往往不是“跑得不夠快”,而是跑出來質量不行、跑著跑著出故障、換個訂單調半天。
速度隻是理論上限,以下3個參數,才是決定設備能否“用得順手、賺得長久”的關鍵。

一、張力控製精度:比速度更決定成品率
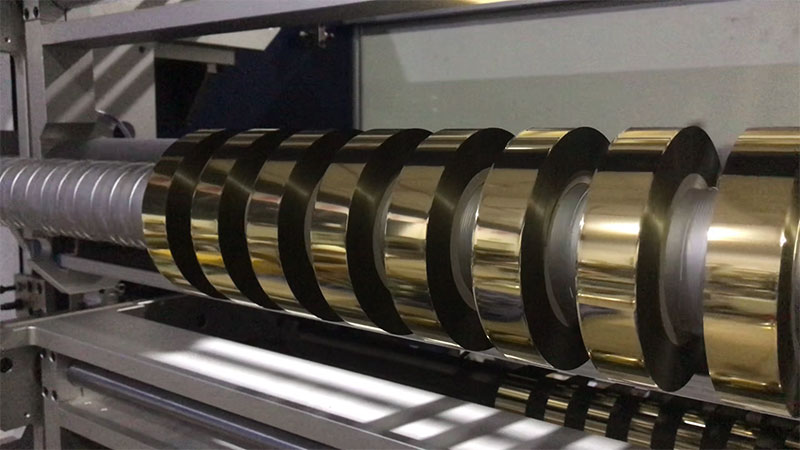
電化鋁本質上是薄如蟬翼的複合膜(厚度通常在4~30μm),PET基膜上疊加了離型層、顏色層、鍍鋁層和膠水層。分切時,張力過大——蜜桃APP免费观看拉伸變形甚至斷裂;張力過小——收卷鬆垮,形成“菊花卷”,後續燙印根本沒法用。
張力控製的核心指標不是“有沒有”,而是控製精度和分段控製能力。
低端設備靠磁粉離合器粗放調節,高端設備采用閉環張力控製係統:張力傳感器實時監測,PLC動態調節伺服電機扭矩,將波動控製在±1%以內。更關鍵的是分段張力控製——放卷段隨卷徑減小自動遞減,牽引段保持恒定,收卷段采用漸減模式防止卷芯塌陷。
選購建議:現場試機時,要求用自己常用的薄型蜜桃APP免费观看跑一遍,觀察啟動、加速、減速、急停四個狀態下,蜜桃APP免费观看是否出現拉伸、起皺或跑偏。這才是真實水平。

二、分切精度與糾偏係統:寬度不準全是廢品
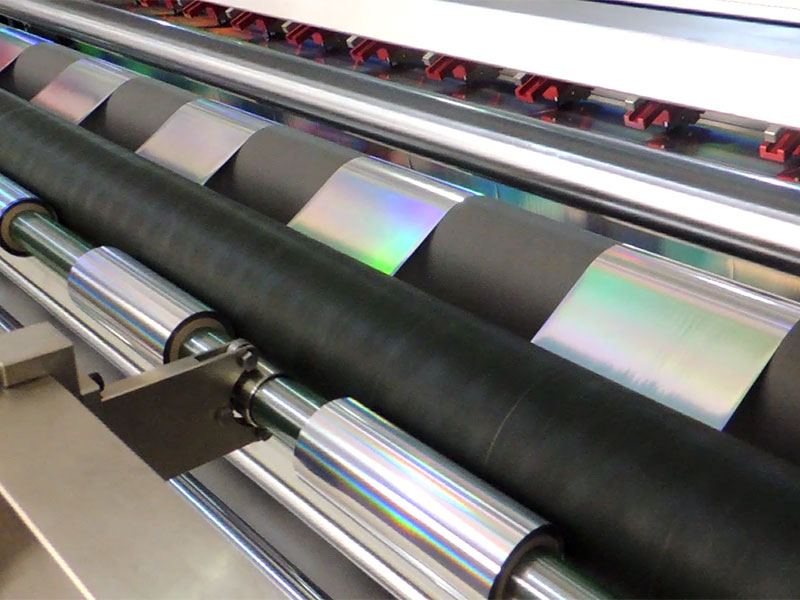
分切精度直接決定成品率。普通分切要求±0.1~0.2mm,高端產品需要±0.05mm以內。但靜態精度再高,動態跑偏一樣白搭——設備運行時因機械振動或蜜桃APP免费观看擺動導致切邊偏移,整卷寬度就不一致了。
這背後有兩個關鍵部件:
糾偏係統:光電或超聲波傳感器實時監測箔帶邊緣位置,伺服電機驅動導輥橫向移動,動態糾偏精度可達±0.1mm。機械式糾偏和伺服閉環糾偏,根本不是一個時代的產品。
刀架與刀具:伺服電機驅動的圓刀比氣動刀穩定得多,適合高速分切。刀具材質方麵,普通合金鋼壽命有限,鎢鋼或陶瓷塗層刀才是高精度分切的標配。
選購建議:要求供應商提供同行業客戶的實際使用數據,重點是成品合格率和廢品率。如果可能,實地考察正在運行的設備,看收卷端麵是否整齊、邊緣有無毛刺。

三、自動化與換型效率:停機時間才是產能殺手
速度再高,一換訂單就停半天,實際產能照樣上不去。很多企業忽略的是:停機換刀、調參、上料的時間,往往比分切本身還長。
關鍵看三點:
自動調刀係統:通過觸摸屏輸入分切寬度,伺服電機自動調整刀距,精度±0.05mm,換型時間從小時級壓縮到分鍾級。
自動換卷與接料:雙工位放卷配合自動接料功能,實現不停機換卷,大幅減少停機時間。
智能排產與數據管理:適合多訂單小批量場景,PLC係統記錄生產數據,下次生產同類訂單可直接調用參數。
選購建議:拿你實際的訂單結構(幾個規格、平均批量)讓供應商算一筆賬:這台設備的實際日產能是多少,而不是理論最高速度×24小時。
總結:別被“最高速度”忽悠了
速度隻是一個理論上限,張力控製精度、分切精度、自動化換型效率才是決定設備實際產能、成品率和長期投資回報的核心參數。
一台張力控製粗糙、糾偏不精、換型靠手調的高速機,跑得再快也是廢品率高、停機頻繁的“擺設”。相反,這三個參數過硬的中速機,反而能穩定產出高質量產品,真正做到省心、省料、賺錢。
選購時記住一句話:好設備不是跑得最快的,而是讓你操心最少的。


