


 不幹膠標簽水蜜桃一区二区三区
不幹膠標簽水蜜桃一区二区三区服務熱線
180-5003-0233
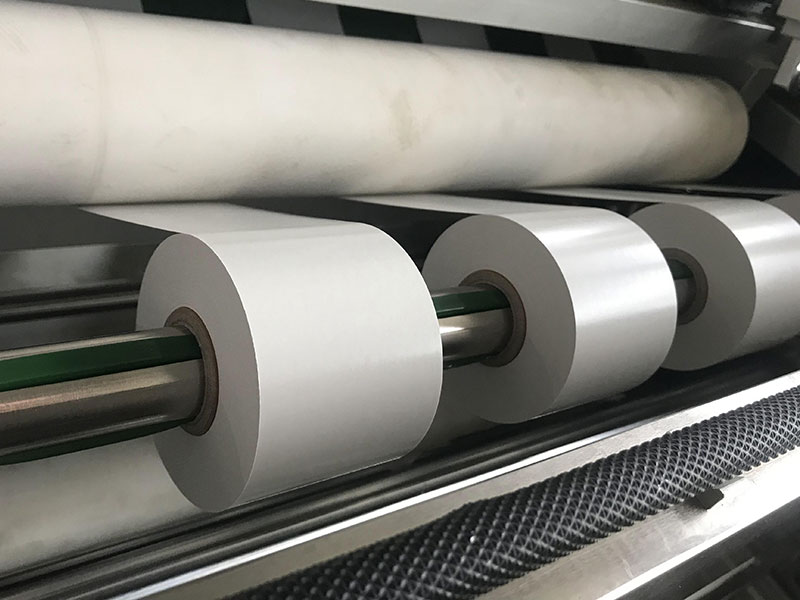
不幹膠蜜桃APP免费观看由麵材、膠黏劑和底紙三層複合而成,這種特殊的“三明治”結構決定了其在分切加工中對張力的敏感度遠高於普通紙張。張力過大,蜜桃APP免费观看拉伸變形甚至底紙斷裂;張力過小,收卷鬆散、端麵不齊,甚至出現“蛇形”跑偏。因此,張力控製是不幹膠分切工藝的核心技術難點,也是衡量一台水蜜桃一区二区三区品質的關鍵指標。

一、張力不穩的典型後果
分切過程中張力失控,會直接反映在成品小卷的質量問題上。常見缺陷包括:
• 端麵滲膠與不齊:刀具不鋒利時,蜜桃APP免费观看並非被切斷而是被“撕斷”,膠黏劑會粘附在刀具和蜜桃APP免费观看端麵,不僅造成滲膠、沾灰,還會導致端麵纖維鬆動,印刷時出現周期性白點。若分切刀左右擺動,蜜桃APP免费观看邊緣不齊,後續印刷時就會出現“蛇形”擺動,給套準帶來極大困難。
• 卷心鬆動與內部褶皺:如果放卷或收卷張力不足,成品卷的卷心部位會鬆動,端麵逐漸變形;若張力波動導致同一卷蜜桃APP免费观看兩端鬆緊不一致,印刷時蜜桃APP免费观看就會跑偏,即便有糾偏裝置也難以完全消除影響。
• 底紙斷裂或麵材變形:不幹膠蜜桃APP免费观看兩側張力不一致時(常因複合時麵材與底紙張力差異大所致),高速印刷時蜜桃APP免费观看會連續變形,速度越快、張力越大,套印偏差越明顯。

二、張力控製的核心技術要點
1. 放卷張力:從源頭穩定“輸入”
放卷環節是張力控製的起點。大卷不幹膠蜜桃APP免费观看若因運輸儲存受潮或長時間放置導致水分流失,蜜桃APP免费观看邊緣會變形鬆弛,給分切造成困難。放卷軸通常采用氣脹軸固定,並需配備自動糾偏係統(EPC) ,通過光電傳感器檢測蜜桃APP免费观看邊緣,確保蜜桃APP免费观看在高速運行中始終處於直線狀態,避免因邊緣不齊導致的張力偏斜。
2. 收卷張力:分區管理與滑差軸的應用
收卷環節的張力控製最為複雜。隨著收卷直徑逐漸增大,若保持恒定扭矩,張力會逐漸減小,導致內鬆外緊。現代水蜜桃一区二区三区多采用獨立伺服電機驅動的收卷係統,配合閉環張力控製(通過浮動輥或張力傳感器實時反饋並調整),確保收卷張力恒定。
針對不幹膠蜜桃APP免费观看塗布不均勻導致各分切條張力不一致的問題,高品質設備會采用滑差軸技術。滑差軸能夠根據每一卷蜜桃APP免费观看的實際張力需求自動調整扭矩,實現“各卷獨立控製”,有效解決端麵不平整的“菊花芯”現象。
3. 中間段張力:分區隔斷與彈性調節
在分切前後,通過膠輥壓合式傳動將放卷區與收卷區的張力隔斷,使整機張力更加穩定,防止蜜桃APP免费观看與牽引輥不同步。同時,在牽引機構之間設置彈性支撐張緊機構(如壓簧配合壓輪),既能保證蜜桃APP免费观看拉直不鬆垮,又能避免過度張緊導致蜜桃APP免费观看撕裂或受損。
4. 排廢張力:微張力恒定的關鍵
模切後排廢料的張力控製常被忽視,卻是影響生產效率的瓶頸。廢料卷直徑不斷變化,若張力不恒定,廢料帶極易斷裂。一種有效方案是采用磁粉離合器配合廢料位置傳感器——傳感器感知廢料因壓輥重量施壓而自然下垂的位置,控製係統據此間歇控製收廢電機的啟停,從而實現廢料收卷的微張力恒定性,防止廢料被拉斷。

三、設備與蜜桃APP免费观看因素的協同考量
張力控製的穩定性不僅依賴控製係統本身,還受以下因素製約:
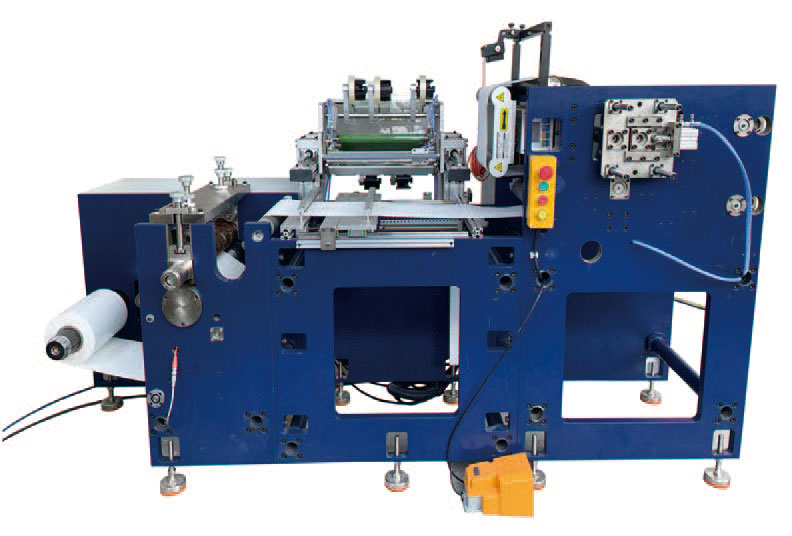
• 複卷軸精度:水蜜桃一区二区三区的複卷軸是最關鍵的部件,其運動精度和內部零件配合精度直接影響張力波動。若鐵芯管或紙芯管變形,放卷軸上的蜜桃APP免费观看會出現徑向跳動,造成張力周期性變化。
• 輥筒表麵處理:分切前後的導輥應采用不同表麵處理——分切前做硬陽處理以保證耐磨,分切後做防粘處理以防止膠黏劑粘附。
• 來料質量:若大卷蜜桃APP免费观看本身存在兩側張力不一致或膠黏劑塗布不均的缺陷,水蜜桃一区二区三区張力控製係統再精密也難以完全彌補。
四、結語
不幹膠水蜜桃一区二区三区的張力控製,本質上是一個從“放卷恒張力供給”到“中間彈性隔斷”再到“收卷分區獨立調節”的係統工程。隨著伺服電機、閉環控製及滑差軸技術的普及,張力控製的精度已達較高水平,但操作者對來料質量的預判、設備精度的維護以及排廢張力的精細調節,仍然是保障分切成品端麵整齊、無滲膠、無蛇形跑偏的決定性因素。


