服務熱線
180-5003-0233
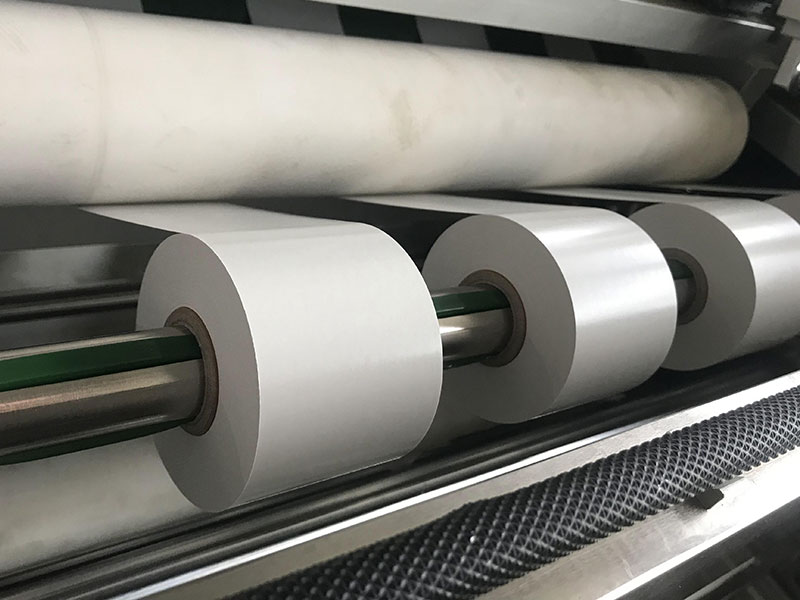
在膠粘製品加工行業,單麵膠帶的分切看似是一道簡單的工序,實則對精度、效率和蜜桃APP免费观看利用率有著極高要求。尤其是麵對不同粘性等級的單麵膠(如低粘遮蔽膠帶、中粘雙麵膠的離型麵、高粘泡棉膠帶、超高粘VHB膠帶等),分切過程中的難點各異。若水蜜桃一区二区三区調試不當,極易出現切邊不齊、溢膠、掉粉、跑偏、切不斷、刀具粘膠等一係列問題。因此,深刻理解粘性與分切工藝的關係,並掌握針對性的調試方案,是提升分切品質的關鍵。
一、不同粘性單麵膠的分切核心難點
不同粘性等級的膠帶,其膠層的內聚力、初粘力、對刀具和底輥的親和力完全不同,難點也截然不同。
1. 低粘性單麵膠(如:美紋紙、低粘保護膜)
• 難點一:易打滑跑偏
低粘性意味著膠層與收卷底管、水蜜桃一区二区三区導輥之間的摩擦力小。高速分切時,蜜桃APP免费观看容易在輥麵上滑移,導致收卷不齊或蛇形跑偏。
• 難點二:切邊起毛或粉塵
部分低粘基材(如PE保護膜)較薄、軟,圓刀或平刀分切時若不夠鋒利,容易造成邊緣拉絲、起毛,甚至產生微小塑料粉塵,汙染膠麵。
• 難點三:端麵不齊
低粘膠帶收卷時層間滑移大,若張力控製不穩,成品端麵易出現“望遠鏡”現象或參差不齊。
2. 中粘性單麵膠(如:普通封箱膠帶、雙麵膠離型麵)
• 難點一:刀片粘膠累積
中粘膠的初粘力已足夠讓膠粘劑在剪切熱和壓力下轉移至刀片表麵。短時間運行後,刀片上的積膠會撕裂膠帶邊緣,造成“鋸齒邊”或斷紙。
• 難點二:分切溫度敏感
分切時摩擦生熱會使膠層軟化,導致膠體輕微流動,出現溢膠(膠水從切麵擠出),汙染底輥和後續蜜桃APP免费观看。
3. 高粘/超高粘性單麵膠(如:泡棉膠帶、VHB、亞克力膠帶)
• 難點一:嚴重纏刀與掛膠
高粘膠帶的內聚力雖高,但對金屬刀片有極強的粘附性。分切數米後,膠粘劑即會層層包裹刀片,形成“膠瘤”,直接導致分切阻力劇增、基材被撕裂。
• 難點二:離型紙/膜切穿控製
許多高粘膠帶配有離型紙。分切時必須保證“膠層全切穿,但離型紙僅切半”或根據要求精確控製切穿深度。過淺則膠連絲,過深則切破離型紙失去保護功能。
• 難點三:收卷內應力過大
高粘膠帶彈性及回縮力強。若收卷張力過大,膠層被擠壓後會向兩側溢出,且卷芯處應力集中可能導致變形。
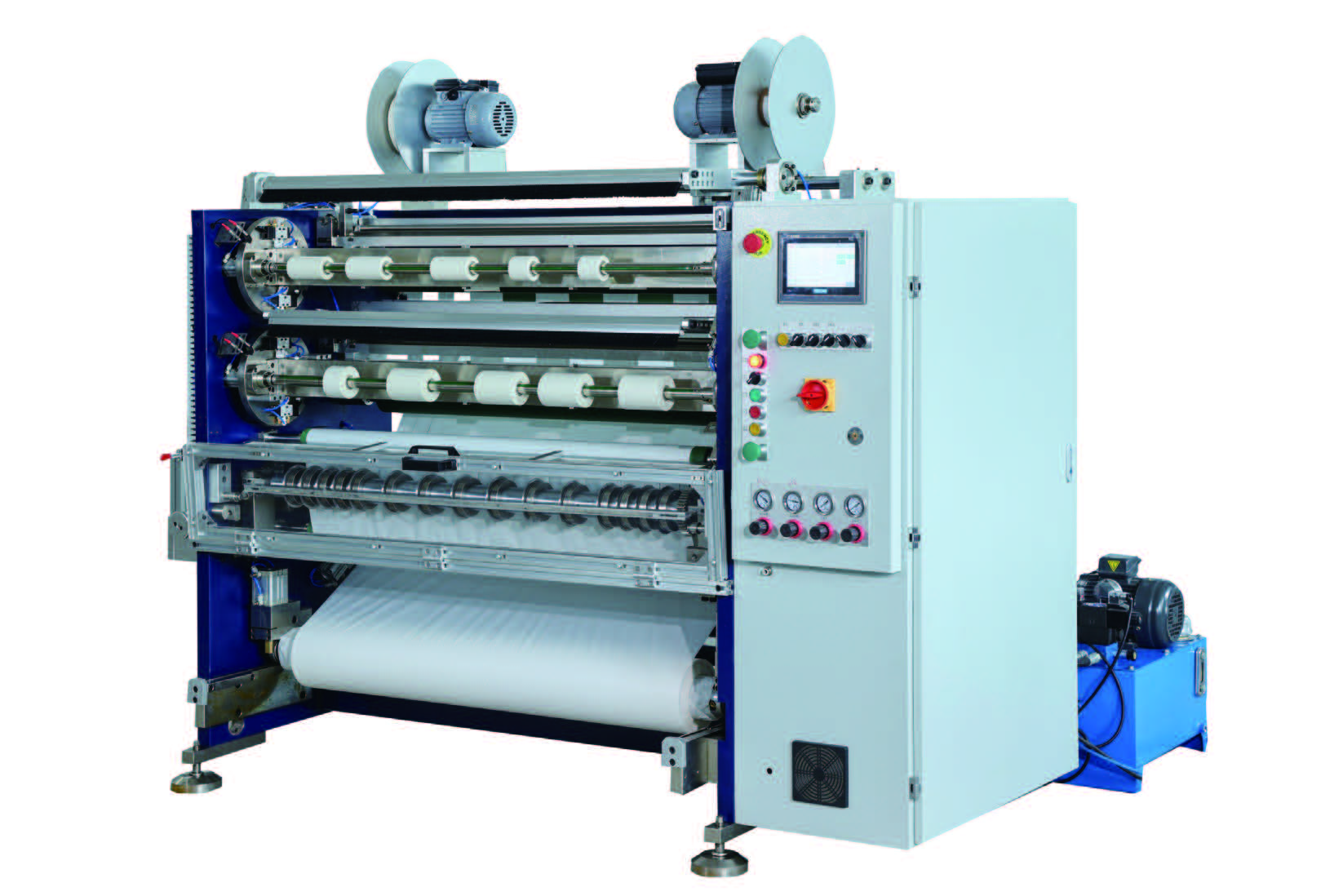
二、單麵膠水蜜桃一区二区三区調試通用原則
在深入不同粘性的方案前,需明確水蜜桃一区二区三区調試的三條基石原則:
1. 剛度優先:確保刀軸、底輥、壓輥無晃動。任何微小的跳動都會在高粘膠上放大為粘切。
2. 冷卻與隔離:盡量減少刀-膠接觸時間與摩擦熱,或使用不粘塗層。
3. 張力錐度控製:收卷張力必須隨卷徑增大而遞減(張力錐度),否則內層膠被壓潰。

三、針對不同粘性單麵膠的調試方案
1. 低粘性單麵膠的調試方案
• 刀具選用:使用超鋒利薄刀片(如0.2mm厚度鎢鋼圓刀),減少切入阻力,避免基材受擠壓變形。
• 張力控製:加大放卷張力(確保蜜桃APP免费观看緊貼導輥不滑動),但收卷采用小張力+較大錐度(如起始張力6kg,錐度50%),防止層間滑移造成端麵不齊。
• 壓輥與輥麵:所有與膠麵接觸的導輥應采用低摩擦係數表麵(如特氟龍塗層或光滑鍍鉻輥),並保持平行度誤差≤0.05mm/m。
• 速度:適當提高分切速度(利用慣性減少滑移),但需配合精確糾偏係統。
2. 中粘性單麵膠的調試方案
• 冷卻潤滑:在刀片接觸點微噴酒精或專用離型劑(注意不可汙染膠麵,需使用揮發型),或安裝風冷管吹向刀尖,降低熱粘。
• 刀片處理:采用表麵鍍鉻或DLC(類金剛石)塗層刀片,減少膠粘附。每隔1-2小時自動或手動進行在線磨刀(安裝磨刀石裝置)。
• 底輥材質:使用矽膠底輥(硬度75-85 Shore A),其微彈性可抵消刀片衝擊,且矽膠對多數膠粘劑有較好的抗粘性。
• 廢邊排除:配置強力吹氣裝置,將切下的廢邊及時吹離刀區,防止廢邊纏繞刀軸並粘附碎膠。
3. 高粘/超高粘性單麵膠的調試方案
• 最關鍵:刀-輥間隙與切入量
◦ 采用剪切式分切(上圓刀+下圓刀) 替代壓切式。調整上刀與下刀的側向間隙為0.05-0.1mm(視膠厚而定),垂直重疊量僅0.2-0.5mm。原則:剛好切斷基材和膠層,避免下刀與離型紙或膠過多接觸。
◦ 分切帶離型紙的高粘膠時,需精調刀深,通過試切顯微鏡檢查:膠層完全斷開,離型紙上僅留淺痕。
• 離型處理:對所有接觸膠麵的輥(包括分切底輥、收卷接觸輥)噴塗永久的抗粘塗層(特氟龍或陶瓷)。若條件允許,在底輥表麵包覆防粘布,每班更換。
• 張力與收卷方式:
◦ 采用中心收卷(軸收卷)加接觸輥輔助,接觸輥壓力隨卷徑增加而逐漸降低(壓力錐度)。
◦ 張力設定極低:僅為普通膠帶的30%-50%,且錐度調至60%-80%,防止“擠膠”。
• 刀具清潔自動化:安裝超聲波刀片清潔器或旋轉刷輪,每切完一卷自動清潔刀片上的積膠。人工清潔時禁用硬物刮刀,改用酒精棉布擦拭。
• 分切速度:低速運行(≤50m/min),高速摩擦會使膠變軟並拉絲。

四、常見故障的快速調試對照表
| 故障現象 | 可能原因 | 調試動作 |
| 切邊溢膠嚴重 | 刀片溫度過高/重疊量過大 | 增加風冷/減少刀重疊量0.1mm |
| 膠帶邊緣鋸齒狀 | 刀片鈍化有積膠 | 清潔或更換刀片,檢查塗層 |
| 收卷端麵錯位 | 張力不足或錐度不合理 | 增加起始張力,減小收卷接觸輥壓力 |
| 離型紙被切穿 | 刀切入量過大 | 微量上調上刀高度(每次0.02mm試切) |
| 刀片粘膠並拉扯 | 刀片材質不匹配 | 換用鍍鉻或陶瓷刀片;噴灑防粘劑 |
五、總結
單麵膠分切絕非“一刀切”的工藝。低粘膠帶難在防滑與防塵,中粘膠帶難在溫升與溢膠,高粘膠帶難在粘刀與應力控製。水蜜桃一区二区三区的調試必須遵循“一膠一策”的原則:從刀具幾何參數、塗層選型,到張力曲線設定,再到冷卻與清潔機製,都應針對特定粘性區間進行量化調整。
最終,最優的調試方案不是來自經驗猜測,而是建立在小批量試切、檢驗(用放大鏡檢查切麵、用測力計檢查收卷硬度)和迭代優化之上。隻有將水蜜桃一区二区三区從“通用設備”調試為“定製化工具”,才能徹底攻克不同粘性單麵膠的分切難點,實現高效、潔淨、高精度的生產。


