
服務熱線
180-5003-0233
引言
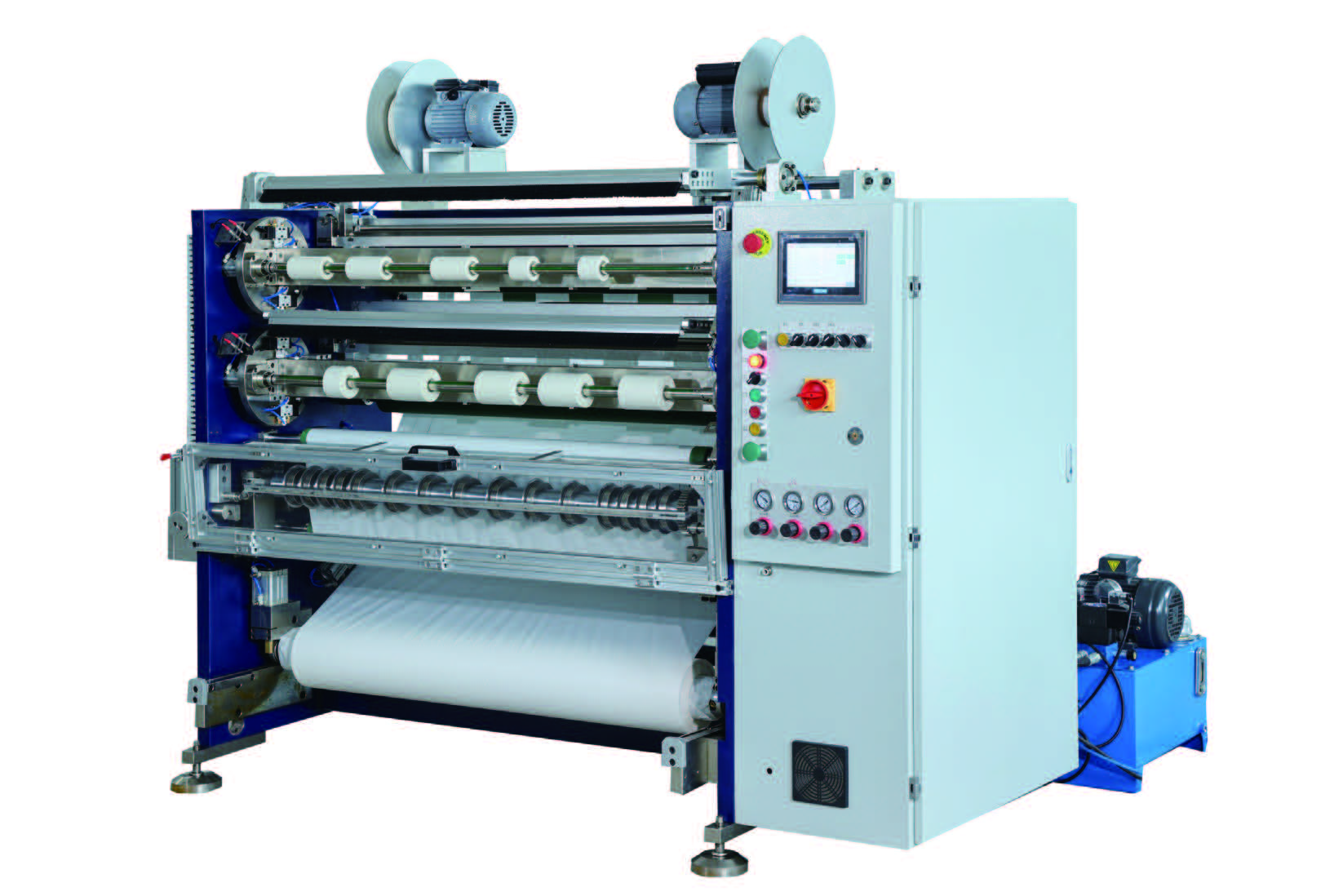
在膠粘製品加工行業,單麵膠水蜜桃一区二区三区是將寬幅母卷分切為特定規格窄幅產品的關鍵設備。分切過程中,張力控製的優劣直接影響成品端麵整齊度、收卷鬆緊一致性以及後續使用時的放卷順暢性。本文從工程實踐角度,係統梳理單麵膠水蜜桃一区二区三区張力控製的基本原理、核心環節及現場調試方法。
一、張力控製的基本原理
張力是指蜜桃APP免费观看在分切過程中受到的拉伸應力。對於單麵膠帶而言,張力過大會導致膠層拉伸變形、邊緣卷曲,甚至基材斷裂;張力過小則造成收卷鬆散、跑偏、端麵不平。
水蜜桃一区二区三区張力控製係統通常遵循速度-張力開環或閉環模型。最常用的是間接張力控製方式——通過控製驅動電機的輸出轉矩,間接維持蜜桃APP免费观看張力穩定;高端設備則采用直接張力控製,由張力傳感器實時檢測並反饋給控製器。
核心控製邏輯可概括為:
張力設定值 → 控製器(PID算法) → 執行機構(電機/磁粉製動器) → 張力反饋(傳感器)
二、單麵膠水蜜桃一区二区三区張力控製的關鍵環節
典型的單麵膠分切流程包含三個張力區域,每個區域的控製策略有所不同:
| 區域 | 功能 | 常用執行元件 | 控製目標 |
| 放卷區 | 母卷勻速放料 | 磁粉製動器/變頻電機 | 恒定放卷張力 |
| 牽引區 | 蜜桃APP免费观看經分切刀送入收卷 | 牽引輥+伺服電機 | 保證線速度穩定 |
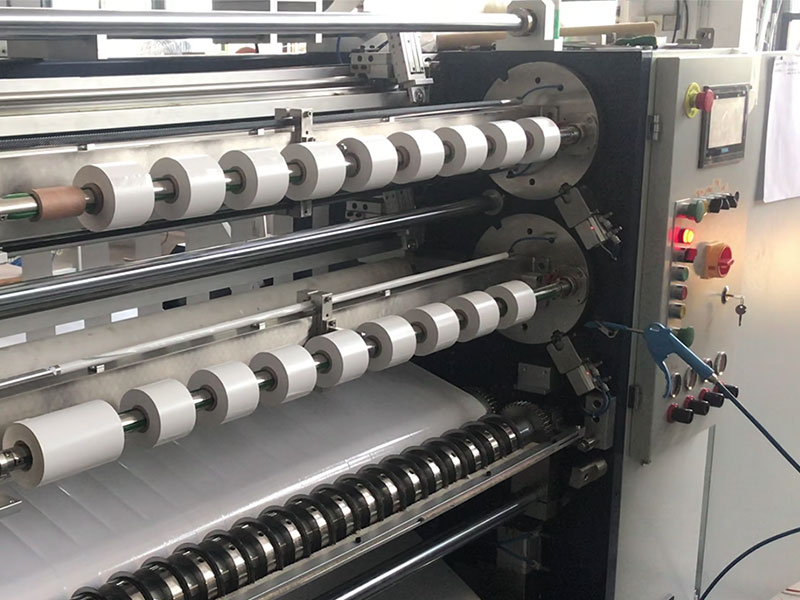
| 收卷區 | 多個窄幅卷芯同步收卷 | 滑差軸/異步電機 | 獨立控製各軸張力 |
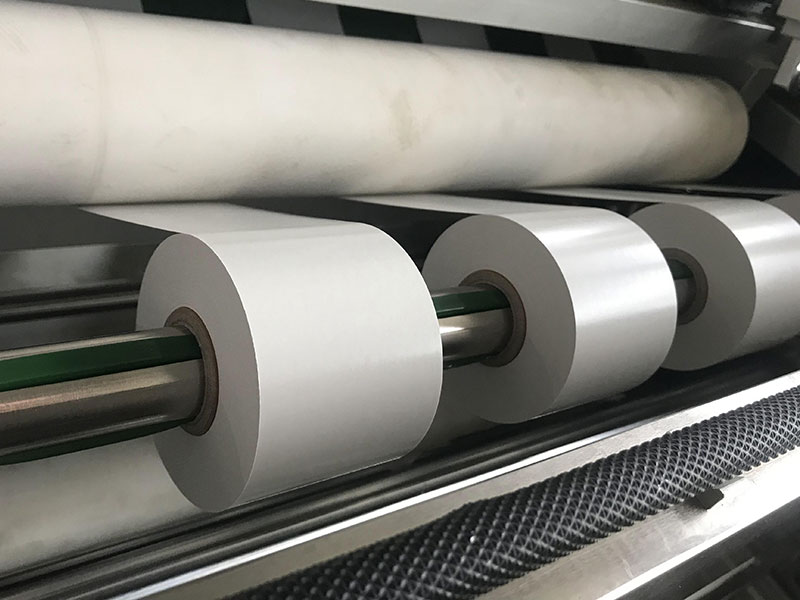
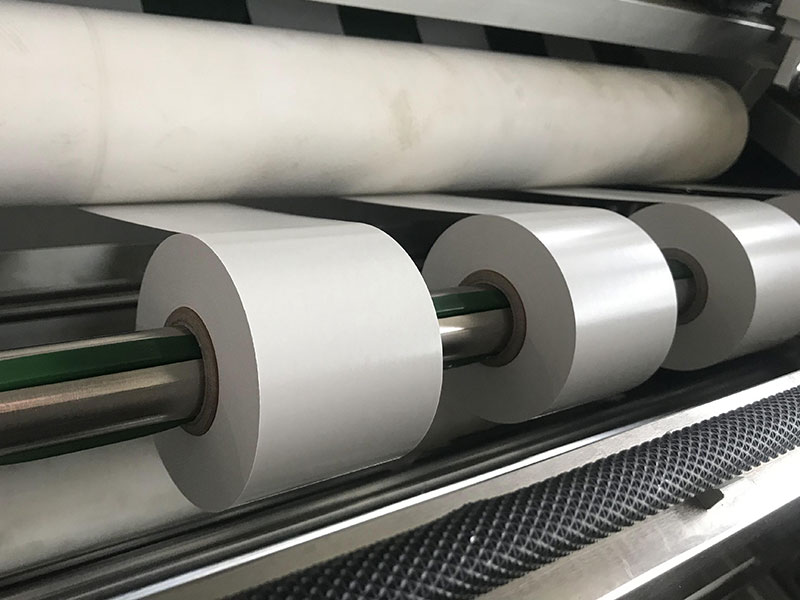
放卷區:隨著卷徑從大變小,在相同製動力矩下張力會遞增。因此需根據當前卷徑實時調節製動電流,實現恒張力。通常使用超聲波傳感器或編碼器測量卷徑。
收卷區:單麵膠分切往往采用多軸收卷,不同卷芯因初始直徑差異、蜜桃APP免费观看厚度波動,所需張力不一致。滑差軸通過獨立控製每段軸芯的滑差力矩,確保各工位張力均衡。
三、核心硬件與選型要點
1. 張力傳感器:一般為應變片式,安裝於導輥軸承座下方。單麵膠張力範圍通常為30~150N/m(依基材寬度和厚度變化),傳感器量程應選取實際張力的1.5~2倍。
2. 控製器:可采用專用張力控製器(如三菱LE-40MTA)或PLC(如西門子S7-1200)+模擬量模塊。PID參數需要針對單麵膠低延伸率、低阻尼的特性進行整定。
3. 執行機構:
◦ 放卷端:磁粉製動器成本低、低速性能好,但響應稍慢;高精度場合用伺服電機。
◦ 收卷端:滑差軸是目前主流選擇,配合獨立張力調節模塊,可處理1.5英寸或3英寸卷芯。
四、PID參數的整定與調試方法
單麵膠分切的張力控製常用PID(比例-積分-微分)算法。由於膠帶蜜桃APP免费观看幾乎沒有塑性延伸能力,係統對超調非常敏感,調試需特別小心。
1. 調試前準備
• 確保機械部分無卡滯,導輥轉動靈活,張力傳感器安裝方向正確且已標定零位。
• 穿好蜜桃APP免费观看,設定初始張力參考值(建議取工藝推薦值的60%)。
2. 參數整定步驟
| 步驟 | 動作 | 觀察指標 |
| 純比例P | 積分I設最大,微分D設0,從小到大增加P,直到張力出現等幅振蕩 | 振蕩周期Tu、臨界增益Ku |
| 加入積分I | 按經驗公式:I≈0.85×Tu,P取0.6×Ku,消除穩態誤差 | 張力是否回歸設定值 |
| 加入微分D | D≈0.125×Tu,改善快速響應,抑製突變幹擾 | 啟動/停止時張力尖峰是否降低 |
典型經驗值(以200mm寬單麵膠為例):
• P = 8~15
• I = 0.5~1.2 秒
• D = 0.05~0.2 秒
⚠️ 注意:積分過強會引起低頻振蕩,微分過大會放大傳感器噪聲。調試時先將加減速時間放慢(如30秒),穩定後再提速。
3. 常見現場問題與對策
| 現象 | 可能原因 | 解決措施 |
| 收卷塔形嚴重 | 張力不均勻或各軸滑差設定不一致 | 校準每個工位的初始力矩,檢查滑差軸表麵磨損 |
| 開機瞬間蜜桃APP免费观看拉斷 | P過大或微分過大導致超調 | 減小P,或將PID置於“軟啟動”模式,設定張力斜坡時間 |
| 運行中張力周期性波動 | 放卷偏心或輥筒不圓 | 檢查放卷軸同軸度,增加低通濾波器 |
| 收卷內鬆外緊 | 錐度張力設定不合理 | 啟用力錐度控製,收卷張力隨卷徑增加按比例減小(通常每增大1mm卷徑,張力下降0.5%~1%) |

五、錐度張力的設定技巧
收卷接近結束時,若保持恒定張力,內層蜜桃APP免费观看會被過度擠壓變形,單麵膠容易出現“滲膠”或邊緣粘合。因此需要采用錐度張力——即張力隨卷徑增大而線性遞減。
公式:
T = T₀ × [1 • K × (D • D₀) / D_max]
其中:
• T₀ — 初始張力(N)
• D₀ — 初始卷徑(mm)
• D_max — 滿卷卷徑
• K — 錐度係數(通常取0.2~0.5)
對於單麵膠,建議K值取0.3左右,錐度起始點設在卷徑達到100mm以後。
六、維護與日常注意事項
1. 傳感器清潔:膠粉、灰塵堆積在傳感器活動部位會造成零點漂移,應每周用酒精擦拭。
2. 磁粉製動器更換磁粉:使用超過2000小時後,磁粉會老化結塊,導致張力抖動,應及時更換。
3. 滑差軸保養:每班檢查空心軸與摩擦片的間隙,保持潤滑,避免因局部過熱燒損。
結語
單麵膠水蜜桃一区二区三区的張力控製看似複雜,但理解了“放卷恒張力、收卷錐度控製、多軸獨立調節”的核心邏輯後,調試思路便會清晰許多。現場調試時,建議從慢速、低張力開始逐步逼近工藝要求,記錄每一組PID參數對應的成品質量,積累形成本機型的“參數數據庫”。隻有將原理與反複調試的經驗相結合,才能真正實現高效、穩定的分切生產。


