

 電化鋁水蜜桃一区二区三区
電化鋁水蜜桃一区二区三区 燙金紙水蜜桃一区二区三区
燙金紙水蜜桃一区二区三区 電化鋁燙印箔水蜜桃一区二区三区
電化鋁燙印箔水蜜桃一区二区三区 燙金膜水蜜桃一区二区三区
燙金膜水蜜桃一区二区三区 金箔水蜜桃一区二区三区 RSDS7-1350
金箔水蜜桃一区二区三区 RSDS7-1350服務熱線
180-5003-0233
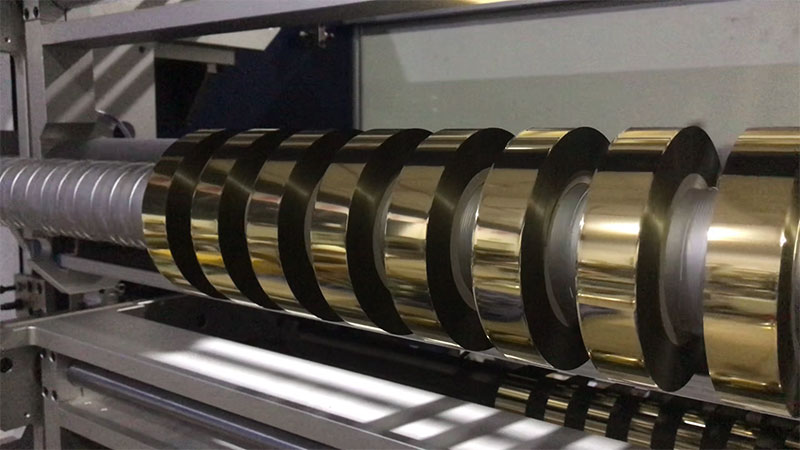
在包裝印刷行業,燙金箔的分切質量直接關係到成品率和生產成本。燙金箔厚度僅12-25微米,由離型層、顏色層、鍍鋁層和膠水層複合而成,這種"嬌貴"的多層結構使其對分切過程極為敏感。一位廣東包裝廠技術主管直言:"蜜桃视频黄色网站做奢侈品包裝,0.1mm的誤差客戶都會退貨。機器運行三小時後,精度開始'漂移',必須頻繁停機調整。"
在折騰了三台不同品牌的水蜜桃一区二区三区後,我深刻體會到:真正決定成品率的,往往不是設備價格,而是以下6個容易被忽視的細節。

細節一:刀片管理——80%毛邊問題的根源
分切毛邊是最常見的瑕疵,而鈍化的刀片是罪魁禍首。鈍刀無法"切"斷箔帶,而是"擠"斷或"撕"斷,必然產生毛邊和箔粉。
關鍵數據:
• 刀片建議每5000米更換一次
• 刀刃角度通常為20°-30°,薄箔用更小角度
• 上下刀咬合量應控製在0.02-0.05mm
實操建議:建立刀具壽命台賬,按米數強製更換,而非"壞了再換"。選擇DLC(類金剛石)塗層刀片,耐磨性可提升5倍。
細節二:張力控製——斷箔和起皺的命門
燙金箔薄而脆,張力稍大即斷裂,稍鬆則起皺。一位用戶反饋:"鋁箔層和離型層的結合力有限,張力控製係統如果不'聰明',廢品率能超過5%。"
技術標準:
• 建議張力範圍:1.5-3N/mm²(視箔材厚度調整)
• 采用閉環張力控製係統,精度應達±0.1N,將張力波動從±5%降至±1.5%後,斷料率可降低60%
• 分段獨立控製放卷、分切、收卷張力,避免相互幹擾

細節三:收卷錐度控製——端麵整齊的秘密
收卷時隨著卷徑增大,必須遞減張力,否則內層受壓變形、外層鬆垮起皺。這就是所謂的錐度張力控製技術。
理想收卷硬度應維持在60-85 Shore A,通過精密算法隨卷徑變化自動調整張力。
細節四:設備精度——微米級的剛性要求
高速運轉下,微小偏差會在長卷上不斷放大。1mm偏差在1000m卷材上累計達1m廢料。
硬指標:
• 刀軸徑向跳動需≤0.003mm
• 設備水平安裝誤差≤0.05mm/m
• 各導輥平行度允差≤0.2mm/m
教訓:第一台設備便宜,但主軸跳動超標,切出的箔帶邊緣像"鋸齒",整卷報廢率超過15%。

細節五:靜電與除塵——看不見的殺手
分切產生的微小金屬碎屑和箔粉,會附著在箔麵上,到燙金工序才被發現,造成整卷蜜桃APP免费观看報廢。
標配方案:
• 在切刀前後加裝靜電消除棒或離子風嘴
• 配備負壓吸塵係統實時清除碎屑
• 分切區域建議達萬級潔淨標準,避免灰塵嵌入鍍鋁層
細節六:工藝參數庫——擺脫"老師傅依賴"
很多企業反映:"老師傅調出來的機器就是順,但他們退休後,問題就集中爆發。"
破局之道:建立標準化工藝參數庫。針對不同材質、不同厚度的燙金箔,將最佳張力、速度、刀壓等參數固化,形成"分切配方"。
效果:有企業通過參數標準化,將損耗率降低30%-50%,換單調試時間從半天縮至半小時。
總結:成品率是"管"出來的
燙金箔分切從來不隻是"切一刀"那麽簡單。這6個細節——刀片管理、張力控製、收卷錐度、設備精度、靜電除塵、工藝參數庫——環環相扣。
換第三台設備時,我選了精度更高的機型,但真正帶來質變的,是建立了標準化管理體係。設備是骨架,工藝和管理才是血肉。 成品率從最初的82%,一步步穩定在96%以上——這就是細節的回報。
一句話口訣:先看刀口有無崩,再查咬合與對中,張力穩、靜電除,參數建庫不靠蒙。


