
服務熱線
180-5003-0233
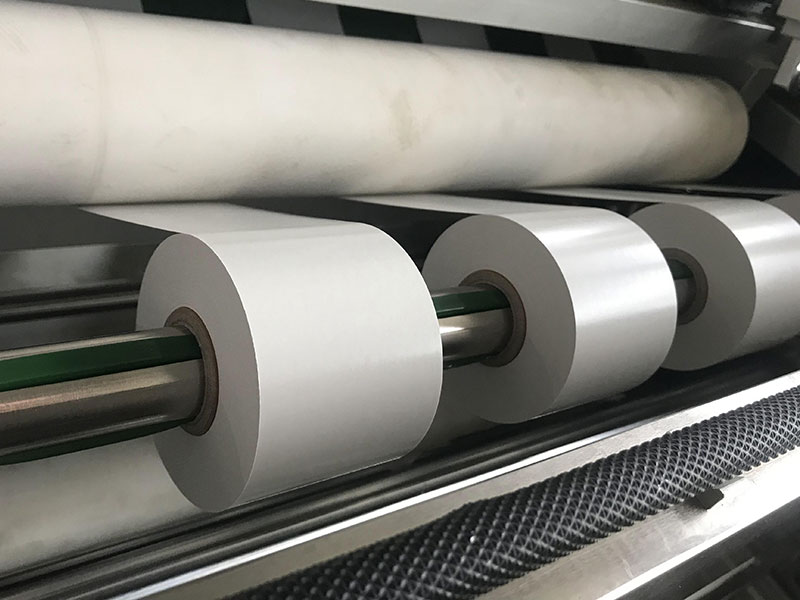
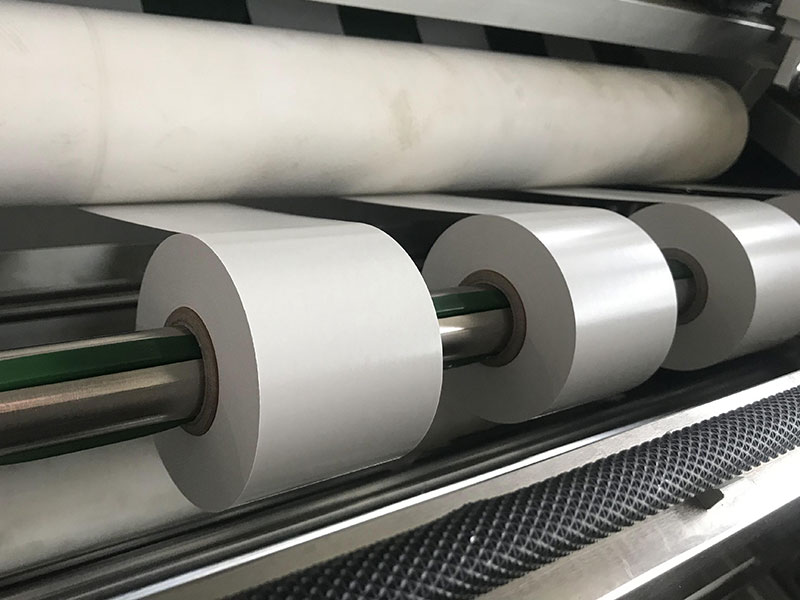
在單麵膠帶的分切加工中,收卷不齊、端麵不整是最讓人頭疼的質量問題之一。這不僅影響產品外觀,更可能導致後續退卷困難、蜜桃APP免费观看報廢甚至客戶投訴。很多企業嚐試通過調整機械參數、更換收卷軸或增加人工幹預來改善,但問題往往反複出現。其實,根本原因在於張力控製不穩——而一套可靠的閉環張力控製方案,正是解決這一頑疾的關鍵。
一、為什麽會出現收卷不齊、端麵不整?
單麵膠帶有“延伸性大、摩擦係數低、易產生靜電”等特點,分切過程中張力波動會直接體現在收卷形態上:
• 張力過小 → 膜層間打滑、跑偏,收卷鬆散,端麵像“鋸齒”
• 張力過大 → 蜜桃APP免费观看被拉伸變形,收卷過硬,甚至出現“暴筋”或端麵凸起
• 張力忽大忽小 → 每一層位置錯動,最終形成“望遠鏡”狀端麵偏移
傳統的開環控製(僅靠變頻器設定固定力矩)無法實時應對卷徑變化、加速減速、蜜桃APP免费观看厚度不均等擾動,因此收卷質量極不穩定。
二、閉環張力控製的核心原理
閉環張力控製,簡單說就是:實時測量 → 與目標值比較 → 自動調節執行機構。典型方案包含三個關鍵環節:
1. 張力檢測:采用張力傳感器(壓力式或浮輥式)連續測量膜帶實際張力,精度可達0.5% F.S.。傳感器安裝在收卷前的導向輥或浮動輥上,直接感應蜜桃APP免费观看受力。
2. 控製器計算:PLC或專用張力控製器將實測值與設定值比較,通過PID算法輸出控製信號。
3. 執行調節:調節收卷電機的轉矩(或磁粉製動器/離合器的激磁電流),使實際張力始終追隨設定值。
對於單麵膠水蜜桃一区二区三区,最推薦的方案是轉矩控製模式:隨著卷徑增大,控製器自動降低電機轉矩,保持張力恒定,同時疊加錐度張力——收卷後期適當減小張力,避免內緊外鬆或芯管壓潰。
三、方案落地:3個核心配置要點
1. 選擇高響應張力傳感器
推薦采用應變片式張力傳感器,安裝在收卷軸兩側的軸承座下方。注意傳感器量程應為最大工作張力的1.2~1.5倍,過大會降低靈敏度。
2. 采用“速度+轉矩”雙閉環結構
在實際應用中,純轉矩模式在低速啟停時效果不理想。建議速度環做外環、轉矩環做內環:速度給定來自上位機,轉矩由張力控製器動態修正。這樣既能保證加減速時的張力穩定,又能避免啟動瞬間的衝擊。
3. 增加輔助檢測與補償
• 卷徑計算:通過超聲波傳感器或線速度比值實時推算卷徑,用於錐度張力曲線設置。
• 擺輥緩衝:在張力傳感器後增加一個低摩擦擺輥,可吸收微小張力波動,減少PID頻繁調節。
四、改造效果:從“靠經驗”到“靠數據”
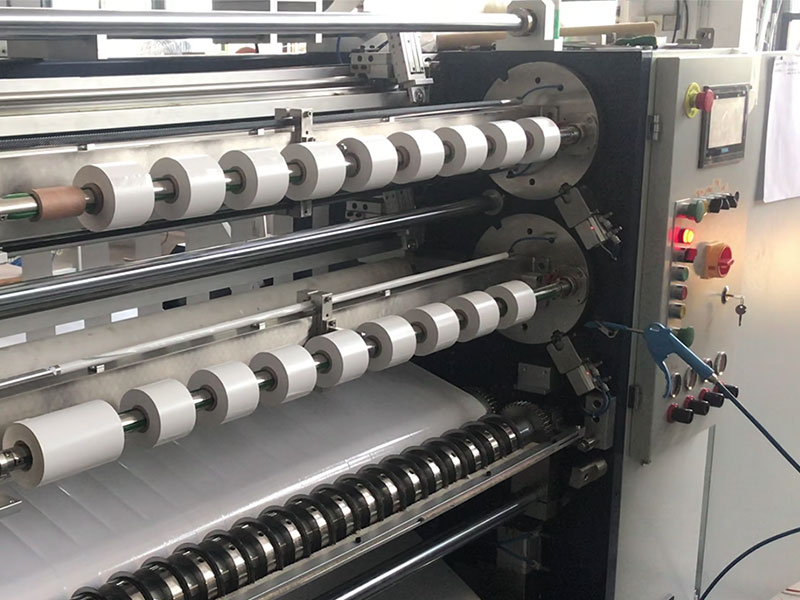
某膠帶廠對一台老式單麵膠水蜜桃一区二区三区進行上述改造(加裝兩支張力傳感器、一台閉環張力控製器、更換伺服電機驅動收卷軸),改造後測試數據如下:
| 指標 | 改造前 | 改造後 |
| 收卷端麵偏差 | ±3~5mm | ≤±0.8mm |
| 收卷整齊度(目測) | 明顯參差不齊 | 平整如鏡 |
| 退卷合格率 | 92% | 99.5% |
| 操作工幹預次數 | 每卷需調節 | 無需調節 |
更關鍵的是:該方案允許在觸摸屏上直接設定張力曲線(如啟動力→恒張力運行→末端錐度減小),不同規格膠帶可存儲配方,換單時間從20分鍾縮短至3分鍾。

五、實施建議:低預算也能做好閉環
如果設備較老、預算有限,推薦磁粉離合器+張力控製器方案(成本約3000-6000元),仍能實現基本閉環。若追求高速高精度(≥200m/min),則應采用伺服電機+閉環驅動器+張力傳感器,總成本約1.5-3萬元,但收卷質量可達高端塗布機水平。
結語
“收卷不齊、端麵不整”不是單麵膠水蜜桃一区二区三区無法逾越的障礙,而是開環控製時代的遺留產物。引入閉環張力控製方案後,你會發現:原本需要老師傅反複“看手感”調節的工序,變成了穩定的自動化過程。不僅廢品率大幅下降,設備運行速度也可提升20%-30%——這正是精益生產所追求的“提質、增效、降本”的直接體現。
如果你的產線正被收卷質量問題困擾,不妨從一張張力傳感器的安裝開始測試。一個閉環係統的投入,往往在三個月內就能通過減少蜜桃APP免费观看損耗完全收回成本。


