
服務熱線
180-5003-0233
在膠帶製造行業中,單麵膠帶的應用範圍極廣,從日常包裝、電子元器件固定,到汽車線束包紮、醫療敷料粘貼,均離不開它。而單麵膠水蜜桃一区二区三区,作為將寬幅母卷轉化為定製規格成品卷的核心設備,其分切精度直接決定了膠帶的成品率、使用性能以及下遊客戶的生產效率。
精度不足會導致膠帶邊緣毛刺、寬度偏差過大、收卷不齊甚至出現“蕩邊”現象。那麽,如何係統性地提升單麵膠水蜜桃一区二区三区的分切精度?以下三項關鍵技術是關鍵所在。
一、高剛性精密刀架與刀具係統
分切動作的執行單元——刀具係統,是決定精度的首要環節。傳統的水蜜桃一区二区三区在長期高速運轉後,刀架容易產生微小振動或位移,導致切縫偏擺。
1. 整體鑄造刀架結構:現代高精度水蜜桃一区二区三区采用有限元分析優化的整體鑄件刀架,其剛性和抗振性遠超鋼板焊接結構。即便在300米/分鍾以上的高速分切中,刀架也能保持微米級的定位穩定性,從根本上杜絕了因機架變形引起的刀片偏移。
2. 氣動/伺服柔性壓切與剪切組合:針對單麵膠(尤其是帶基較薄的OPP、PVC膠帶),單純的上、下圓刀剛性對切容易產生擠壓形變。先進技術采用下刀固定、上刀氣動柔性貼合,並調整兩刀軸的交叉角,形成類似剪刀的“剪切”效果。通過精密調節刀片側向間隙(通常控製0.01-0.03mm),能幹淨利落地切斷膠層與基材,切麵光滑無毛刺。
3. 快速換刀定位係統:更換不同分切規格時,傳統方式依賴人工尺量對刀,耗時長且誤差大。現在采用磁柵尺或激光定位係統,結合伺服電機驅動刀座自動排刀,定位精度可達±0.05mm,不僅消除了人工誤差,還將換單時間從小時級壓縮到分鍾級。
二、閉環張力控製與自動糾偏係統
單麵膠帶在分切過程中,必須承受放卷、過輥、收卷等多個環節的張力作用。張力波動是造成寬度精度惡化和收卷不齊的最大隱藏殺手。
1. 全自動閉環張力控製:在放卷軸、牽引輥和收卷軸分別安裝張力傳感器,實時檢測膠帶實際張力,並與控製器設定的目標值對比。控製器通過調節放卷電機的阻尼或收卷電機的扭矩,實現動態平衡。例如,當母卷直徑從1米縮小到0.2米時,係統會自動降低放卷製動力,確保膠帶在進入分切刀前始終處於恒張力狀態,避免因拉伸變形導致分切寬度變窄。
2. 超聲波/光電糾偏係統:膠帶母卷在高速放卷時,由於卷芯本身不圓或蜜桃APP免费观看厚薄不均,會產生橫向“蛇行”擺動。若擺動幅度超過分切刀的允許範圍,切出膠帶的寬度必然超差。在放卷架和分切前段配置高靈敏度超聲波糾偏傳感器(對於透明或半透明單麵膠尤為有效),實時檢測膠帶邊緣位置,通過伺服驅動橫向移動放卷架,將擺動控製在±0.5mm以內,確保膠帶始終以標準軌跡進入刀口。

三、智能化伺服驅動與PID參數自整定
分切動作的響應速度和控製精度,最終依賴驅動係統與核心算法的優化。
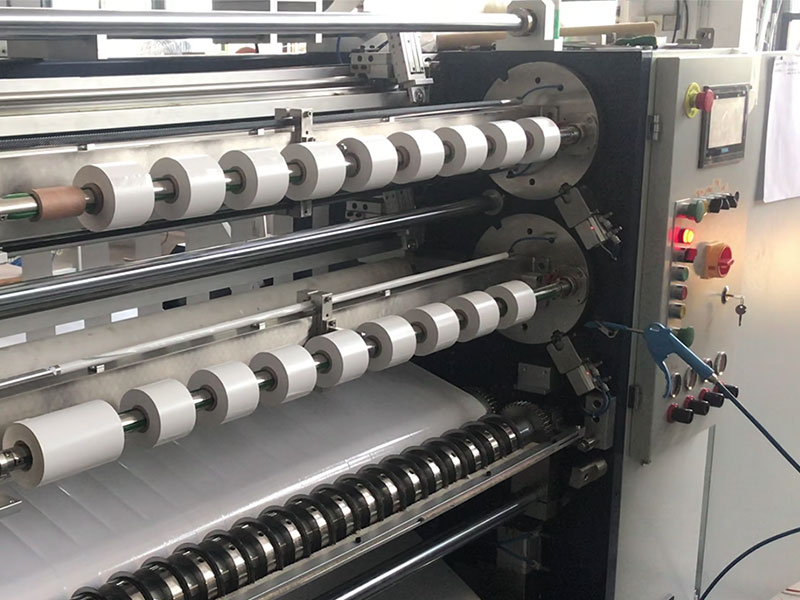
1. 多軸伺服獨立驅動:傳統水蜜桃一区二区三区采用一根主傳動軸通過齒輪或鏈條帶動所有收卷工位,缺點是各工位之間會出現速度不同步。現代高精度設備采用每個收卷軸獨立配置伺服電機,結合電子齒輪同步功能,使各工位收卷線速度與主機速度保持精準同步。即使分切30個以上窄條膠帶,每一個卷芯的線速度誤差均可控製在0.1%以內,杜絕了因速度差引起的“內鬆外緊”或拉斷現象。
2. 收卷壓輥動態壓力調節:單麵膠分切後重新收卷時,隨著卷徑增大,需要通過壓輥施加線性增加的壓力來排出層間空氣,防止出現褶皺或端麵錯位。先進水蜜桃一区二区三区采用比例氣閥與壓力傳感器閉環,實時調節壓輥壓力,使其與卷徑成預設曲線變化,從而確保從最小卷到滿卷,端麵整齊度始終如一。
3. PID參數自適應技術:不同配方的單麵膠(如油膠、熱熔膠、水膠)其彈性模量和摩擦係數差異巨大。高端控製器內置PID參數自整定模塊,可在試切階段快速識別蜜桃APP免费观看特性,自動匹配最優的張力、加速度和刹車斜率,避免因人工設定不當導致的精度失控。
結語
單麵膠水蜜桃一区二区三区精度提升並非依賴單一部件的改進,而是“剛性刀架係統、閉環張力控製、智能伺服驅動”三項技術協同作用的結果。對於膠帶生產廠家而言,投資具備上述技術的水蜜桃一区二区三区,看似增加了初期成本,但換來的卻是更低的蜜桃APP免费观看損耗、更高的成品率以及加工更薄、更窄、更高附加值膠帶的能力,從而在激烈的市場競爭中構建出技術壁壘。未來,隨著機器視覺和邊緣計算技術的融入,分切精度還將向“微米級、全自動實時修正”的方向繼續演進。


