
服務熱線
180-5003-0233
在膠粘製品加工行業,單麵膠帶的生產後道工序中,分切和複卷是兩個關鍵環節。過去,企業往往需要分別采購水蜜桃一区二区三区和複卷機,不僅設備投入大、占用空間多,工序之間的銜接效率也常常成為瓶頸。如今,單麵膠水蜜桃一区二区三区與複卷機的一體化組合方案正在成為越來越多工廠的明智之選。
為什麽需要組合方案?
傳統模式下,分切後的半成品需要轉運到複卷機上進行二次加工。這個過程中,蜜桃APP免费观看接頭增多、損耗率上升,而且每多一次搬運,就多一分劃傷或變形的風險。組合方案將兩道工序整合到同一套係統中,分切完成後直接進入複卷環節,真正實現“一次上料,成品下線”。
這套組合方案能解決哪些痛點?
• 效率翻倍:省去中間周轉和二次裝夾時間,單班產能可提升30%以上
• 精度更高:分切與複卷采用同一套張力控製係統,端麵整齊度明顯優於分體設備
• 節省人工:原本需要兩人分別操作,現在一人即可完成全流程管控
• 占地更小:一體化設計相比兩台獨立設備可節省約40%的車間麵積
• 減少損耗:每減少一次接頭,就意味著少一段報廢品,蜜桃APP免费观看利用率更高
核心配置與選型要點
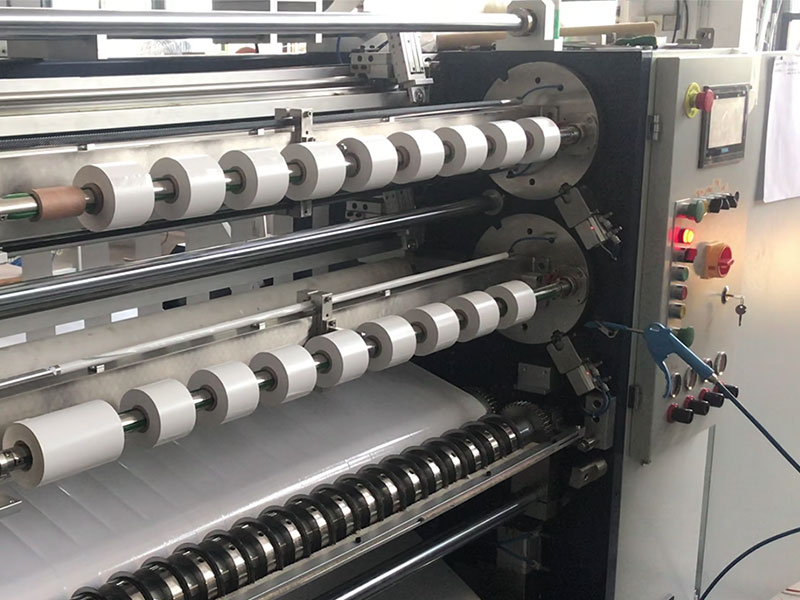
一套成熟的單麵膠分切複卷組合方案,通常包含以下核心模塊:
1. 放卷單元:配備液壓升降機構,最大放卷直徑可達1000mm以上,氣脹軸與磁粉製動器協同工作,確保放卷張力恒定。
2. 分切單元:采用圓刀或直刀分切方式,可根據膠帶基材厚度(如BOPP、PVC、美紋紙等)自由切換。分切寬度精度通常控製在±0.1mm以內。
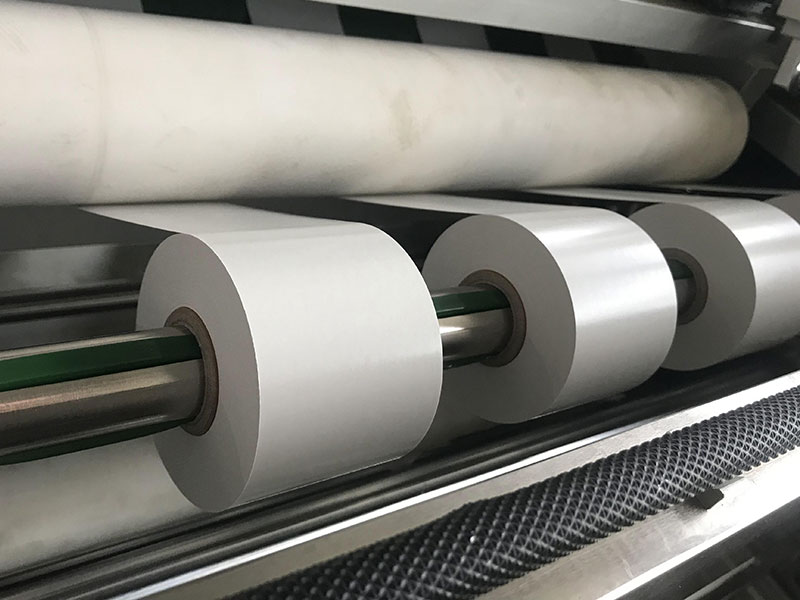
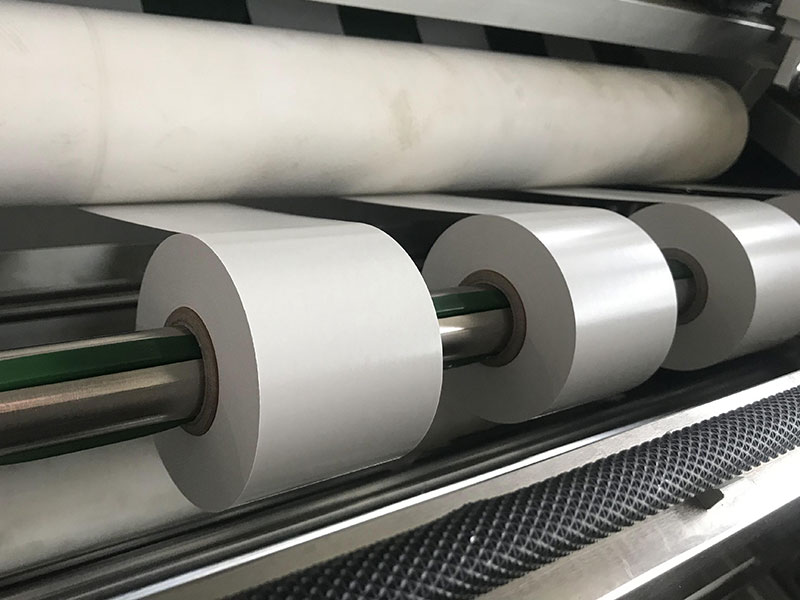
3. 複卷單元:收卷軸帶有自動壓輥和錐度張力控製,能有效防止單麵膠在卷繞過程中產生氣泡或褶皺。
4. 控製係統:PLC搭配觸摸屏,可儲存上百組工藝參數。切換不同規格的膠帶時,一鍵調用即可,無需反複調試。
選型時建議重點關注三個方麵:最大分切寬度需匹配您的原卷規格;最高機械速度(通常為200-300m/min)應與前後工序產能平衡;收卷直徑能力是否覆蓋您的成品卷需求。
實際應用案例
以某包裝蜜桃APP免费观看廠為例,該廠原使用兩台舊設備生產單麵棉紙膠帶,每天需安排2名工人操作,平均每班次產量約180卷。引入組合方案後,一人即可操作,班產提升至260卷,且成品卷端麵整齊度從原來的±1.5mm改善到±0.8mm,客戶退換貨率下降了60%。

維護與使用建議
組合設備雖好,日常維護不能忽視:
• 每班檢查分切刀片的磨損情況,鈍刀不僅影響端麵質量,還會增加複卷段的阻力
• 定期清潔導輥和壓輥表麵的殘膠,避免粘連導致張力波動
• 張力傳感器的校準建議每半年一次,尤其當產品換型頻率較高時
• 氣路係統中加裝油水分離器,能有效延長氣缸和控製閥的壽命
投資回報分析
一套中高配置的單麵膠分切複卷組合設備,價格通常在10萬至30萬元區間(視幅寬和自動化程度而定)。按節省1名人工、提升30%效率計算,多數用戶可在8-14個月內收回設備投資。對於月用量超過50噸原卷的加工廠來說,這筆賬是算得過來的。
結語
單麵膠水蜜桃一区二区三区與複卷機的組合方案,不是簡單的“把兩台機器放在一起”,而是從控製邏輯、機械結構到工藝參數的全鏈條整合。對於正在考慮升級產線的膠帶加工企業而言,選擇一套靠譜的組合方案,意味著用更少的人、更小的空間、更短的時間,做出更穩定的產品。一站式搞定,或許正是您降本增效的關鍵一步。
注:具體設備參數與報價建議聯係專業廠家實地評估,結合自身產品特性做出選擇。


